


MIKRO KONTROL je u prethodnom periodu imao priliku da učestvuje u rešavanju problema sinhronizacije brzine dva motora snage 7,5kW, vođenih OMRON-ovim frekventnim regulatorima iz serije 3G3RX.
Sinhronizacija brzine ova dva pogona sprovedena je na mašini za pravljenje salveta. Do sada je sinhronizacija realizovana sa mehanički spregnutim pogonima koji su se pokretali jednim asinhronim motorom vođenim jednim frekventnim regulatorom. Razdvajanje ove mehaničke veze omogućava veću fleksibilnost za realizaciju bordure na salvetama, ali nameće i problem sinhronizacije brzine ova dva pogona.

Slika 1. Frekventni regulator 3G3RX
Asinhroni motori sa prinudnim hlađenjem imali su na svojim osovinama inkrementalne enkodere, čiji su izlazi i ulazili u frekventni regulator kao speed-feedback i u PLC koji je imao nadzornu funkciju i funkciju uređaja koji pokreće i zadaje referencu ovim pogonima.

Slika 2. Brzina pogona Glave
Kao prvi zadatak bilo je potrebno obezbediti brzinu pojedinačnih pogona sa što većom tačnošću. S obzirom da nakon promene brzine moment opterećenja svakog od pogona ostaje približno konstantan, smatrali smo da će najbolji rezultati održavanja brzine dobiti u vektorskom, brzinskom režimu rada u zatvorenoj sprezi pri čemu je auto-tuninig urađen tako da se uzima u obzir moment inercije pogona za koga je vezano konstantno mehaničko opterećenje. S obzirom da u PLC ulaze enkoderski signali vezani za motore svakog pogona, bilo je moguće čitati brzine svakog pogona u rezoluciji od 2ms.
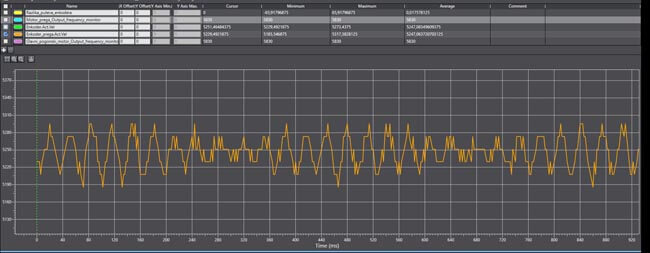
Slika 3. Brzina pogona Prega
Nakon auto-tuninga sa opterećenjem i podešavanja parametara frekventnog regulatora koji radi u brzinskom režimu – vektorska kontrola u zatvorenoj sprezi, dobijeni su rezultati prikazani na slikama 2. i 3.
Posledica razlike odstupanja od zadate brzine ova dva pogona, može se objasniti razlikom momenata inercije ovih pogona kao i drugim mehaničkim nesavršenostima ova dva pogona (motori ne moraju biti identični, spojnice ne moraju biti identične, remenice ne moraju biti identične…).

Slika 4. Povezivanje enkoderskih kartica metodom master-slave
Sinhronizacija brzine dva pogona (Glava i Preg) izvršena je metodom „master-slave“ u brzinskom režimu, pri čemu je pogon Glave proglašen za „master“,a pogon Prega za „slave“. Ova metoda podrazumeva međusobno vezivanje enkoderske kartice „master“-a i enkoderske kartice „slave“-a na način prikazan na slici 4. Ovakvo vezivanje obezbeđuje dodatnu korekciju greške „slave“ u poziciji, i nakon merenja greške u poziciji formira se referenca za brzinu „slave“ pogona.
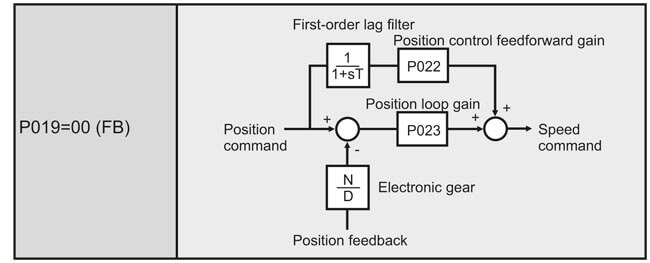
Slika 5. Blok šema korekcije greške u poziciji slave-a
Upravljačka šema „slave“-a za korekciju greške u poziciji, data je na slici 5. Podešavanjem parametara P022 i P023 postiže se optimizacija greške u poziciji između ova dva pogona.

Slika 6. Razlika u pozicijama „master“-a i „slave“-a
Mereći razliku pozicije enkodera „master“-a i „slave“-a, pri čemu je ova pozicija svedena na poziciju pogona Glave, odnosno poziciju pogona Prega, izražena u stepenima [°], dobijeni su sledeći rezultati prikazani na slici 6.
Greška u poziciji se kreće od +0,35° do -0,92°, što čini maksimalno 0,35% promene pozicije dva ekodera pri brzini ova dva pogona od 1973 o/min bez akumulacije greške.
Više informacija: Mikro Kontrol, Vase Pelagića 30, 11000 Beograd, Srbija, Tel.: +381 11 3699-080, http://www.mikrokontrol.rs

On je pokretačka sila štampanih izdanja časopisa, rukovodeći celim procesom. U slobodno vreme piše recenzije i neumorno radi na poboljšanju korisničkog iskustva posetiocima sajta.